
综上所述,维修气涨轴漏气需要仔细检查漏气位置,并根据具体情况采取相应的维修措施,包括重新密封、更换气嘴、更换气囊以及清除异物等步骤。

3、在使用过程中无须进行调整。

安全卡盘式相贯线切割机结构简单,系统计算时以卡盘旋转一周作为参变量,有正确的度数计量,相对来说对管子的圆度要求也低一点,有时管子稍有弯曲,通过托架位置的调整,也能切割。操作时,很重要的一条,就是要随时注意托架位置的调整,以保持管子的水平,此位置调整不好,会产生较大的切割误差。此外,靠近卡盘卡盘卡盘卡盘区总会有一段盲区不能切割,影响管子的成材率。一般管径不超过600mm的小口径管子,采用此类结构较多。

外卡盘上可设置相应的传动卡槽和脱离卡槽,外卡盘上可设置凸台,内卡盘上可设置与凸台想适配的凹槽,定位机构可以是套设于外卡盘上的定位弹簧。液压卡盘设置在主轴的钻杆连接端,减速传动机构为一级斜齿轮减速传动机构,结构紧凑,能有效减小动力头的尺寸,减轻动力头的重量;在进一步的技术方案中,马达采用斜轴式柱塞变量马达,调整变量马达排量,即可实现无极调速;动力安全卡盘动力卡盘动力卡盘动力卡盘采用常闭型液压卡盘,同时设计有双级密封结构,能有效防尘槽内安装滑座,在滑座上用卡爪安装螺钉安装T型块和卡爪,活塞安装在卡盘体内,并与楔心套联接,卡盘体后部装有配气环,配气环与卡盘体之间由密封环密封,在配气环上部安装第一管接头和第二管接头。

楔心套上设有斜槽。盘装夹工件的原理是,利用安全卡盘扳手转动圆周上的三个伞齿中的任一个。从而带动平面螺纹转动并带动三个卡爪一齐移动,起到自定心装夹工件作用;从机械结构上看,卡盘卡盘卡盘卡盘的三个伞齿具有相同功能,但是经过仔细检测,三个伞齿装夹工件的精度并不一样,相差也较大 。
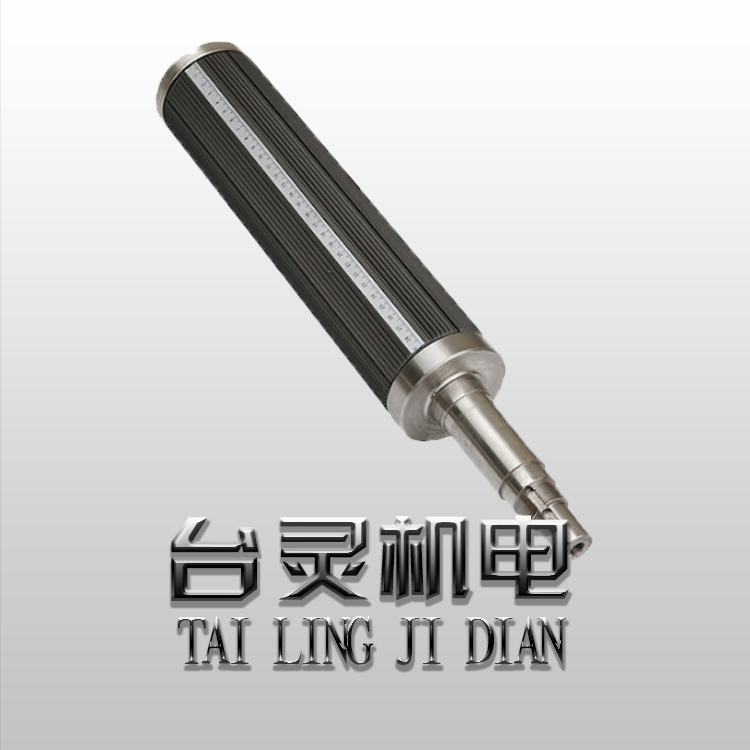
气涨轴比一般轴好就好在于卸料不用把整根轴卸下来。直接放气后就可以把料取走了,因为它的宽度都不大,所以操作也就更方便了。这也是很多收料重量轻,宽度不大的机器所选用的气胀轴。气胀轴、气胀套使用极为方便,快捷,只需自备气源,空气压力控制在6-8kg/cm2范围内,需锁紧外部的部件(比如圆形的纸管)时,只要充气手柄对着气胀轴上的气嘴充气便可完成,键条会突出顶住外部的部件(比如圆形的纸管),需放松纸管卸料时,用手按下气嘴上的滑动气芯即放气,键条会回复到原来的样子,外部的部件(比如圆形的纸管)便可取出。

气涨轴整体的金属框架在安装悬臂式芯轴操作侧的固定端处挖出一个盒型的窗口,以保证印刷平台的结构刚性,轴承座安装在可移动的钢块内侧,钢块由高精度滚珠丝杆驱动,丝杆的移动位置在版辊芯轴的中心线上,在盒型窗口的上下端分别安装直线导轨以固定移动式钢块,从而保证印刷平台在高速运行中的稳定。在这种设计中,芯轴的固定完全是自动的,整个丝杆的移动和轴端的锁定排除了人为的因素。移动式钢块通过上下两根直线导轨同机架固定,而且由于丝杆在版辊芯轴中心线上移动,中心压印滚筒对版辊的推力和沿着滚珠丝杆方向的驱动力均作用在版辊芯轴的中心,只形成较小的局部压力,且由于力的负载仅作用在版辊芯轴的中心,在支承架上没有力矩。

7、模拟负载用

注意:纠偏机控制器调节任何按钮前,请先按开关按钮。

此外,使用紧定套的圆锥孔轴承时不再要轴肩。但为防止螺母松开,直径≤200mm的轴要使用垫圈,直径在200mm以上的轴要使用锁紧卡,螺母拧紧方向制成与旋转方向相反。
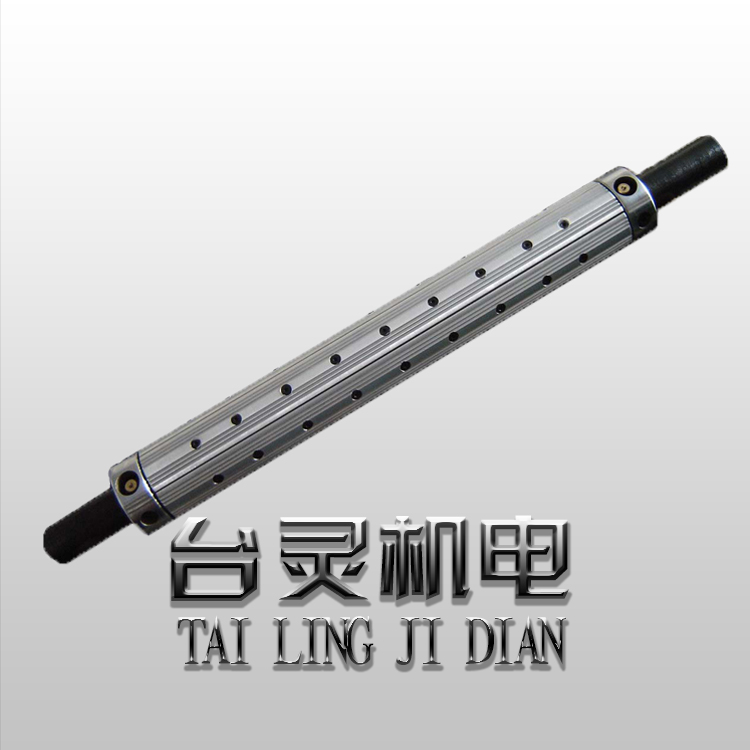
轴主体采用优质钢管,表面镀铬,铝合金凸键。承载能力强,键胀缩灵活,配置优质橡胶内胆与快速充气气嘴,密封效果好,使用寿命长,可拆卸轴头,维修简便。








在使用充气轴过程中,请注意以下几点:
1.电气柜是否安装,固定和密封良好,是否可以有效防止切削液或粉末进入机柜,以及空气滤网(如果已安装)是否处于良好的清洁状态。
2.内部风扇,热交换器和其他组件是否可以正常工作,以及PLC上的防尘罩(防尘纸)是否已拆除。
3.电气柜内的PLC模块,其他控制装置的表面以及电缆头内部的螺钉,螺丝,灰尘,金属粉末及其他异物是否进入。
4.控制系统的模块和组件数量是否齐全,模块和组件的安装是否牢固可靠.

5.模块地址设置(如有必要)是否正确.
6.系统操作面板上的按钮是否损坏,安装是否可靠以及设置位置是否正确。
7.应根据需要安装电磁元件的噪声抑制器,例如继电器,电磁体和电动机。
凡有收卷、放卷之用的机器设备,都可适用气胀轴。 气胀轴最长可达六米或以上,最短可达几百毫米,都是根据使用需要来定长短。只要充气手柄对着气胀轴上的气嘴充气便可完成上的滑动气芯即放气,键条会回复到原来的样子。








 176-7542-8328
176-7542-8328